Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-07-13 Origen:Sitio








La adquisición de tuberías industriales para entornos corrosivos y de alta temperatura requiere un estricto cumplimiento de los estándares internacionales. No verificar las especificaciones antes de realizar el pedido puede provocar fallos críticos en el sistema. Es posible que se enfrente a graves sanciones por cumplimiento y experimente retrasos masivos en los proyectos. Esta guía proporciona a los ingenieros y gerentes de adquisiciones una lista de verificación definitiva. Describimos cómo evaluar a los proveedores de manera eficiente y precisa. Aprenderá cómo garantizar el cumplimiento del producto, verificar la precisión dimensional y garantizar la confiabilidad de la cadena de suministro. Nuestro alcance se centra estrictamente en configuraciones austeníticas sin costuras. Destacamos criterios de evaluación esenciales junto con métricas de control de calidad verificables. La evaluación de una tubería sin costura de acero inoxidable ASTM A312 exige una gran diligencia técnica. Al dominar estas pautas, protegerá su infraestructura crítica de fallas prematuras de materiales. Navegará con confianza por el proceso de adquisición y asegurará sistemas de tuberías altamente robustos para aplicaciones exigentes.
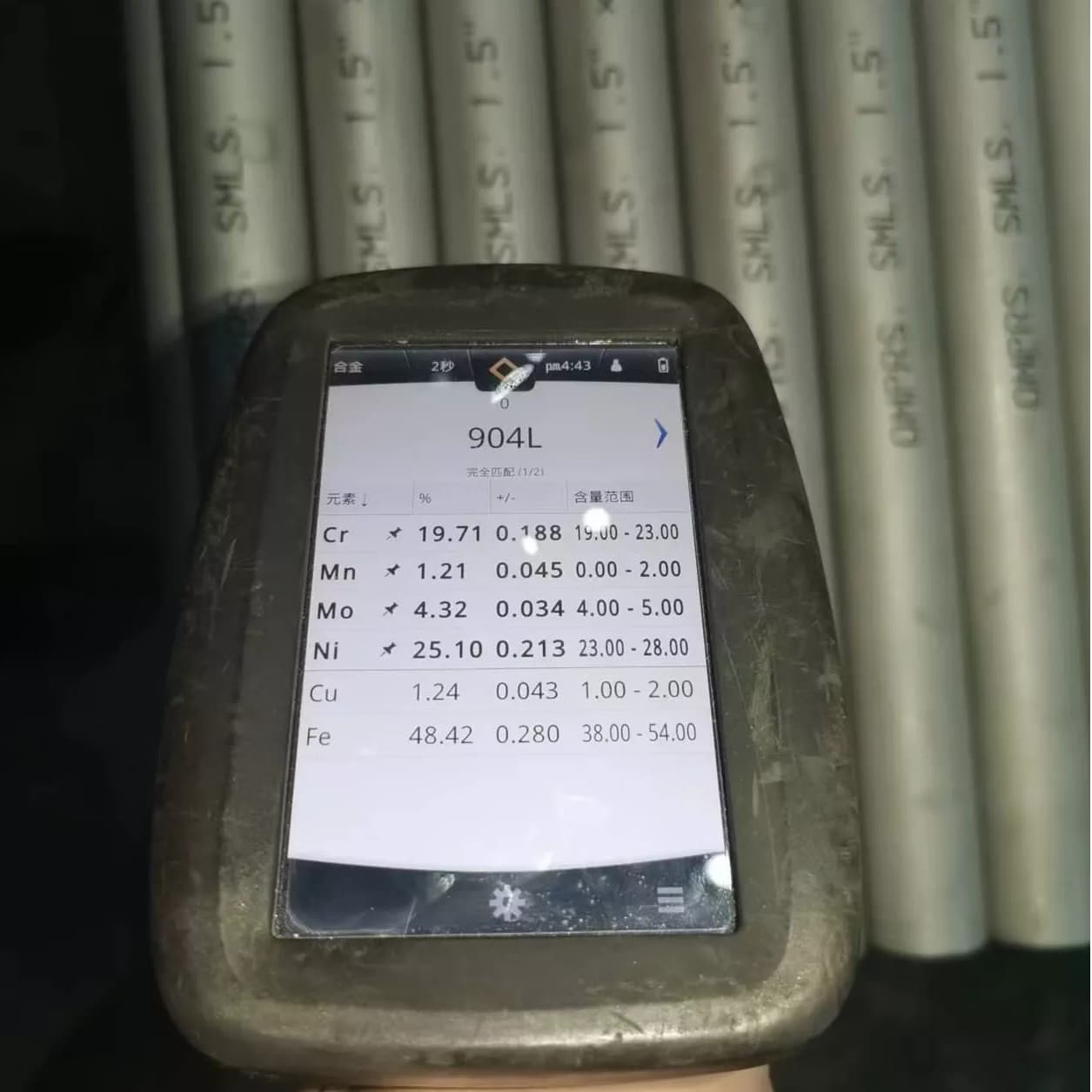
Las especificidades de los grados dictan la vida útil: los grados estándar 304/316L se adaptan al uso general, mientras que los ambientes químicos agresivos requieren metalurgia especializada como una tubería sin costura 904L..
La documentación no es negociable: nunca acepte un envío sin un Certificado de prueba de fábrica (MTC) EN 10204 3.1 o 3.2 que demuestre pruebas hidrostáticas y no destructivas (NDT).
La investigación de proveedores requiere alineación técnica: evaluar a los fabricantes en función del abastecimiento de materias primas, la escala del equipo de producción y las garantías de tolerancia explícitas, no solo el precio por tonelada.
Los compradores suelen confundir los requisitos de tuberías estructurales estándar durante la adquisición. Piden por error tubos estándar para sistemas de transporte de fluidos a alta temperatura. Este error fundamental compromete proyectos de ingeniería completos. Los tubos estructurales carecen de los protocolos de prueba necesarios para la contención de fluidos. Debemos diferenciar entre grados estructurales generales y materiales de transporte dedicados.
ASTM A312 sirve como especificación estándar definitiva. Cubre tuberías austeníticas sin costura, soldadas y muy trabajadas en frío. Estos componentes manejan servicios corrosivos generales y de alta temperatura. La norma dicta límites estrictos de composición química. También exige procedimientos específicos de tratamiento térmico. Estos procesos térmicos restauran la resistencia a la corrosión después de la fabricación. Debe verificar estos requisitos estándar exactos antes de finalizar cualquier orden de compra.
Existe una distinción crucial entre las normas ASTM y ASME. La Sociedad Estadounidense de Pruebas y Materiales (ASTM) rige las propiedades generales de los materiales de ingeniería. La Sociedad Estadounidense de Ingenieros Mecánicos (ASME) se centra principalmente en los recipientes a presión. Los códigos ASME regulan la construcción de calderas y la contención de fluidos a alta presión. Los inspectores de sistemas se basan casi exclusivamente en los códigos ASME para las aprobaciones de seguridad. Una tubería exclusiva de ASTM podría no pasar una rigurosa revisión del inspector de calderas.
Recomendamos encarecidamente a los compradores que soliciten materiales con doble certificación. Debe especificar una tubería de acero inoxidable ASME SA312 para garantizar un cumplimiento normativo más amplio. La certificación dual demuestra que el material cumple con los requisitos generales de ingeniería y de recipientes a presión. Esta estrategia simplifica los flujos de trabajo de aprobación. También evita costosas demoras durante las inspecciones del sistema in situ. Los fabricantes pueden proporcionar fácilmente esta designación dual previa solicitud.
La composición química de una tubería sin costura de acero inoxidable determina directamente su rendimiento. Regula la resistencia a la corrosión intergranular y a la fatiga térmica. Seleccionar el grado incorrecto acelera la degradación del material. Debe hacer coincidir la metalurgia con el entorno operativo preciso. Cada tipo de fluido requiere consideraciones de aleación específicas.
El grado 304 sirve como material de base más común. Ofrece un excelente rendimiento para procesamiento químico general. Maneja bien los productos químicos orgánicos y los ciclos térmicos moderados. El grado 316 proporciona una actualización necesaria para entornos más hostiles. Contiene molibdeno añadido. Este elemento aumenta significativamente la resistencia a los ambientes que contienen cloruros. Debe seleccionar 316 para aplicaciones costeras o transporte de fluidos salinos.
Debes verificar cuidadosamente el contenido de carbono en estas aleaciones. Los grados estándar contienen niveles más altos de carbono. El alto contenido de carbono provoca la precipitación de carburo durante los procedimientos de soldadura. Este fenómeno se conoce como sensibilización. La sensibilización reduce gravemente la resistencia a la corrosión localizada alrededor de las uniones soldadas. Recomendamos especificar grados "L", como 304L o 316L. El máximo de carbono más bajo previene eficazmente la sensibilización. Garantiza la integridad a largo plazo en todas las conexiones soldadas.
Ciertos ambientes agresivos destruyen rápidamente los grados austeníticos estándar. El procesamiento químico severo requiere soluciones especializadas de alta aleación. La tubería sin costura 904L (UNS N08904) proporciona esta actualización necesaria. Contiene importantes adiciones de cobre, níquel y molibdeno. Esta química única ofrece una resistencia excepcional contra ácidos fuertes.
Los ingenieros especifican principalmente el 904L para instalaciones de procesamiento de ácido sulfúrico. También destaca en el manejo de ácidos fosfórico y acético. El 316L estándar se degrada rápidamente en estas condiciones severas. La aleación 904L resiste sin esfuerzo las picaduras y las fisuras por corrosión bajo tensión. Representa una opción altamente confiable para la contención de químicos críticos.
La implementación de soluciones de alta aleación presenta desafíos técnicos específicos. Soldar 904L requiere consumibles altamente especializados. No se pueden utilizar metales de aportación estándar. Los soldadores deben seguir procedimientos térmicos estrictamente controlados. Estos estrictos requisitos aumentan los tiempos de mano de obra. Debe tener en cuenta estos procedimientos especializados en la planificación de su instalación. Una ejecución adecuada garantiza la vida útil de estos materiales de primera calidad.
El espesor inconsistente de la pared crea graves problemas de ajuste durante la construcción. Las variaciones del diámetro exterior impiden la alineación adecuada antes de soldar. Estos defectos dimensionales ralentizan significativamente a los equipos de soldadura. Los gastos de mano de obra aumentan exponencialmente cuando los instaladores de tuberías luchan por alinear las juntas. Una mala alineación también corre el riesgo de fallar catastróficamente las articulaciones bajo alta presión. El control dimensional preciso sigue siendo absolutamente crítico.
El marco de dimensionamiento se basa en terminología específica de la industria. El tamaño nominal de la tubería (NPS) designa la capacidad aproximada. No representa el diámetro exterior (OD) exacto para tuberías más pequeñas. El espesor de la pared se clasifica según las clasificaciones del Programa. Las clasificaciones comunes incluyen Sch 10S, 40S y 80S. Un número de programa más alto exige una pared más gruesa. Las paredes más gruesas soportan naturalmente presiones internas más altas de forma segura.
Horario (Sch) | Espesor relativo de la pared | Entorno de aplicación principal | Capacidad nominal de presión |
|---|---|---|---|
Sch 10S | Ligero/Delgado | Transferencia de fluidos a baja presión | Bajo a moderado |
Sch 40S | Estándar / Medio | Procesamiento químico general | Moderado a alto |
Sch 80S | Pesado / Grueso | Contención de alta presión | muy alto |
Debe verificar activamente las tolerancias de fabricación antes de aceptar entregas. ASTM A999 sirve como estándar de requisitos generales. Especifica variaciones permitidas para todos los productos A312. Los fabricantes deben cumplir estrictamente estos límites definidos. Las variaciones del diámetro exterior deben permanecer dentro de ventanas muy estrechas. Las tolerancias de espesor de pared estándar permiten una variación de +/- 12,5 %. Sin embargo, puede negociar tolerancias más estrictas para aplicaciones críticas de soldadura automatizada. También debes verificar las variaciones de peso y largo de corte.
Rango NPS (pulgadas) | Tolerancia OD (más) | Tolerancia OD (inferior) |
|---|---|---|
1/8 a 1-1/2 | + 1/64 pulg. (0,4 mm) | - 1/32 pulg. (0,8 mm) |
Más de 1-1/2 a 4 | + 1/32 pulg. (0,8 mm) | - 1/32 pulg. (0,8 mm) |
Más de 4 a 8 | + 1/16 pulg. (1,6 mm) | - 1/32 pulg. (0,8 mm) |
Un proveedor demuestra su confiabilidad mediante pruebas de transparencia. Las afirmaciones vacías de alta calidad no significan nada en ingeniería industrial. Las fábricas acreditadas respaldan sus afirmaciones utilizando datos de pruebas estandarizados. Agradecen el escrutinio de los equipos de adquisiciones. Debe exigir evidencia empírica para cada lote producido.
La norma exige protocolos de pruebas mecánicas específicos. Los fabricantes deberán realizar ensayos de tensión transversal o longitudinal. Estas pruebas verifican la resistencia máxima a la tracción. También confirman el límite elástico del material. Las fábricas también deben realizar pruebas de aplanamiento de los tubos sin costura. Las pruebas de aplanamiento comprueban la ductilidad del metal. Garantizan que la integridad estructural no se vea comprometida después del trabajo en frío.
Debe confirmar la metodología de prueba de fugas del proveedor. ASTM A312 requiere pruebas de presión hidrostática o pruebas eléctricas no destructivas (NDT). La prueba hidrostática llena la tubería con agua a presión. Confirma físicamente que el componente puede mantener la presión sin fugas. NDT utiliza tecnologías avanzadas de corrientes de Foucault o ultrasonidos. END detecta perfectamente grietas microscópicas bajo la superficie. Recomendamos encarecidamente especificar claramente su método de prueba preferido. Coloque este requisito exacto directamente dentro de su Orden de compra.
El Certificado de prueba de fábrica (MTC) representa el documento más importante. Debe buscar un certificado EN 10204 3.1 válido. Este documento específico proporciona una trazabilidad completa. Un MTC válido incluye varios campos obligatorios:
Trazabilidad explícita del número de calor que se vincula directamente con la masa fundida de acero.
Análisis químico completo que muestra porcentajes exactos de aleación.
Propiedades mecánicas verificadas mediante pruebas de laboratorio independientes.
Registros de aprobación oficiales que confirman inspecciones visuales y dimensionales exitosas.
La cadena mundial de suministro de acero fluctúa constantemente. La calidad del material varía enormemente entre las diferentes regiones de fabricación. Una investigación de antecedentes adecuada de las fábricas evita resultados desastrosos en las adquisiciones. Evita recibir materiales de mala calidad o de calidad mixta. Los estrictos protocolos de evaluación también evitan la ingestión de tuberías certificadas falsificadas. Debe evaluar minuciosamente las capacidades técnicas antes de emitir una Solicitud de cotización (RFQ).
Utilice esta lista de verificación de evaluación técnica cuando seleccione proveedores potenciales:
Abastecimiento de materias primas: pregunte dónde obtienen sus materiales base. Los fabricantes de primer nivel utilizan palanquillas de primera calidad procedentes de acerías de gran reputación. Marcas como Tsingshan o Baosteel proporcionan excelentes metales base. Evite que los fabricantes derritan chatarra no verificada.
Capacidad de fabricación: Solicite una lista completa de equipos. Verificar que posean máquinas modernas de estirado en frío o de peregrinación en frío. Asegúrese de que su maquinaria maneje fácilmente sus requisitos específicos de tamaño y cronograma.
Inspecciones de terceros (TPI): Exija acceso a TPI. Pregunte si permiten la entrada de SGS, TUV o Lloyd's Register. Estas agencias inspeccionan los productos justo antes del envío. Si un proveedor rechaza el acceso a TPI, considérelo una gran señal de alerta.
Protocolos de Embalaje: Consultar sobre su preparación para exportación. El tránsito marítimo expone el metal a una intensa niebla salina. Pregunte cómo protegen los extremos biselados. Deberían utilizar tapas de plástico pesadas. Requiere una carcasa de madera resistente para evitar la contaminación de la superficie y daños durante el transporte.
El abastecimiento de estos componentes industriales críticos requiere un enfoque altamente disciplinado. Debe ir mucho más allá de las simples comparaciones de precio por tonelada. Centrarse únicamente en los gastos iniciales a menudo conduce a fallos desastrosos del sistema en el futuro. El éxito de la adquisición depende enteramente de la precisión de la calidad y de las estrictas tolerancias dimensionales. Debe exigir documentación de prueba verificable para cada entrega.
Tome estos próximos pasos prácticos para proteger su cadena de suministro. En primer lugar, recopile de forma exhaustiva sus requisitos técnicos exactos. Documente el NPS, el cronograma, la calificación, el estándar y la longitud de corte requeridos. En segundo lugar, enumere explícitamente sus requisitos de prueba y protocolos de inspección preferidos. Finalmente, consolide estos detalles en un documento de solicitud de cotización estandarizado. Este enfoque sistemático garantiza comparaciones precisas y exactas de proveedores. En última instancia, garantiza la seguridad a largo plazo de toda su infraestructura de transporte de fluidos.
R: Sí, se pueden utilizar para recipientes a presión. Sin embargo, deben tener doble certificación como ASME SA312. Esta designación específica garantiza que el material cumpla con los estrictos requisitos del Código de recipientes a presión y calderas (BPVC) de ASME. Verifique siempre esta doble certificación en los documentos de prueba oficiales.
R: Los tubos sin costura se extruyen completamente a partir de un tocho de acero sólido. No contienen cordones de soldadura longitudinales. Esto proporciona una mayor contención de presión y una resistencia superior a la corrosión uniforme. Los tubos soldados se forman a partir de tiras de acero planas y se cierran mediante soldadura. Se prefieren opciones integradas para aplicaciones altamente críticas.
R: Proporciona un registro de pruebas legalmente vinculante y totalmente rastreable. Proviene del departamento de pruebas independiente del fabricante. Confirma que el lote de calor específico cumple estrictamente con todos los requisitos químicos y mecánicos definidos por la norma. No se puede verificar la integridad del material sin este documento vital.
R: Debe actualizar a 904L cuando manipule altas concentraciones de ácidos agresivos. Es ideal para ambientes de ácido sulfúrico o fosfórico. También sobresale en condiciones severas de cloruro. En estos escenarios extremos, el 316L estándar sigue siendo muy susceptible a picaduras rápidas y grietas por corrosión bajo tensión.


